Реальность оптовика: вы покупаете не пленку, вы покупаете предсказуемость
В B2B‑цепочке оптовых поставок самая дорогая статья затрат — не сырье, а неопределенность. Когда вы строите бренд или развиваете региональную сеть дистрибуции, репутация держится на стабильности качества.
Разброс между партиями (когда рулон A ощущается иначе, чем рулон B) и структурные отказы (расслоение, выгорание, остатки клея) редко являются ошибкой монтажа. Обычно это производственные характеристики, заданные тем, как сформирована пленка. Чтобы снизить риски, дистрибьютору важно смотреть глубже спецификации и понимать структуру мембраны: как соединены слои? как распределен пигмент? пленка коэкструдирована или ламинирована?
Это руководство переводит технологию производства в понятную логику выбора поставщика.
1. Ключевой принцип: почему коэкструзия стабильнее ламинации
В чем разница
Распространенное заблуждение: «больше слоев» = просто «толще пленка». На деле критичен другой параметр — стабильность межслойного интерфейса.
Согласно техническим материалам Kraiburg TPE, коэкструзия соединяет несколько материалов в расплаве. Материалы подаются из отдельных цилиндров и остаются разными слоями, но связываются термически прямо в процессе экструзии. Они не перемешиваются, но «свариваются» на молекулярном уровне до охлаждения [1].
Для оптовика PPF это принципиально. Если пленка делается «послеламинацией» (склеивание слоев после формирования), интерфейс становится слабым местом. Под длительным воздействием тепла, UV и растяжения именно клеевая линия часто разрушается первой — и появляется расслоение. Коэкструзия формирует монолитную структуру, которая изначально стабильнее и лучше подходит для массового, повторяемого производства.
Наука о «микрослоях»
Современное производство использует microlayer‑коэкструзию. Если обычная коэкструзия — это 2–3 слоя, то microlayer‑технология позволяет сформировать десятки чередующихся слоев в той же толщине.
Исследование Royal Society of Chemistry (RSC) описывает важный для пленок механизм. Microlayer‑коэкструзия заметно улучшает диспергирование и ориентацию добавок в матрице TPU. В тестах наполнители не просто «перемешали» — сдвиговые напряжения коэкструзии выстроили их в высокоупорядоченную структуру [2].
Почему это важно для PPF: логика напрямую переносится на поведение УФ‑стабилизаторов и пигментов в Paint Protection Film. Лучшая дисперсия и ориентация означают:
- Меньше слабых мест: добавки распределяются равномерно, снижая «горячие точки», откуда начинается разрушение.
- Стабильная механика: по данным RSC microlayer‑образцы показали +123% к прочности на разрыв и +85% к относительному удлинению по сравнению с традиционным смешением [2]. Для дистрибьютора это означает одинаковое «ощущение» при монтаже и меньше разрывов при растяжении.
2. Цветной TPU: технология производства задает профиль риска
Спрос на цветной PPF растет, но именно здесь чаще всего возникают гарантийные претензии. KPAL Automotive выделяет несколько маршрутов производства цветных пленок. Понимание того, какой маршрут использует завод, — лучший способ прогнозировать возможные отказы [3].
Маршрут A: нанесение покрытия (TPU + цветной слой PU)
- Процесс: прозрачную TPU‑основу покрывают цветным слоем полиуретана, затем наносят клей.
- Риск: все сильно зависит от химической адгезии между покрытием и TPU. При слабой связи падает стойкость к погоде и растет риск расслоения. Влага и UV‑нагрев ускоряют деградацию PU‑покрытия, что приводит к выцветанию или потере глянца.
- Вердикт: высокий риск для долгосрочного применения.
Маршрут B: поверхностное окрашивание (цветной слой + TPU)
- Процесс: цветной слой находится сверху и часто защищен прозрачным лаком (top coat).
- Риск: метод дешевле, но цветной слой максимально открыт среде. При растяжении во время монтажа он может истончаться неравномерно — отсюда «побеление» и сдвиги оттенка. А когда верхний лак изнашивается, растворители и загрязнения начинают напрямую атаковать цвет.
- Вердикт: подходит для бюджетных линеек, но часто вызывает жалобы на монтаже.
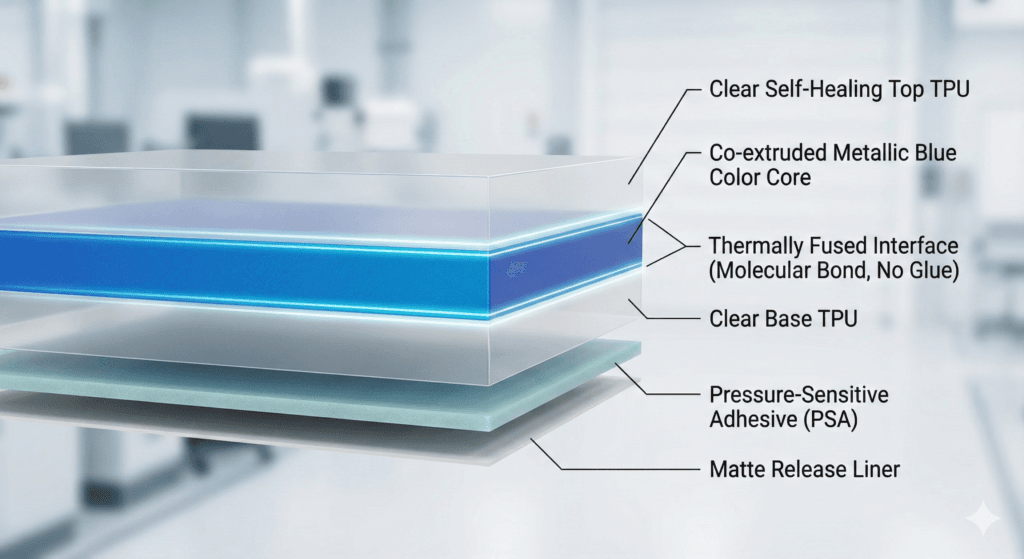
Маршрут C: «сэндвич»‑структура (TPU + цвет + TPU)
- Процесс: многослойная коэкструзия, где пигмент «запечатан» между прозрачными слоями TPU.
- Преимущество: визуально ближе всего к «заводской окраске» — высокая глубина и глянец. Поскольку цвет защищен внутри структуры, он лучше сопротивляется растворителям и абразиву.
- Риск: самый сложный в производстве вариант. Нужен точный контроль, чтобы избежать «протекания» цвета и межслойного разделения в расплаве.
- Вердикт: премиальный выбор. При грамотном контроле коэкструзии обеспечивает максимальную долговечность.
3. Коммерческий смысл: как превращать технологию в прибыль
Понимание структуры помогает принимать более выгодные бизнес‑решения.
Снижение гарантийных затрат Делая ставку на коэкструдированные структуры вместо ламинированных, вы убираете переменную «отказ клея». Расслоение и остатки клея — частые симптомы слабой межслойной связи. Термически связанная коэкструдированная пленка является единым целым и резко снижает такие претензии.
Цена, которую можно защитить Когда дилер спрашивает, почему ваша пленка дороже конкурента, у вас есть технический аргумент. Вы продаете не «блестящий пластик», а microlayer‑коэкструдированную структуру с лучшей дисперсией добавок (УФ‑защита) и более высокой прочностью [2].
Четкая сегментация SKU Используйте метод производства как критерий уровней продукта:
- Начальный уровень: ламинированные или поверхностно‑окрашенные пленки (краткосрочное эстетическое изменение).
- Флагман: коэкструдированные «сэндвич»‑пленки (долгосрочная защита и «лакокрасочный» финиш).
4. Чек‑лист оптовика для проверки поставщика
При аудите завода или тестировании образцов задайте эти вопросы, чтобы понять реальные возможности производителя:
По структуре и процессу:
- «В вашей цветной PPF слой цвета коэкструдирован как центральное ядро (Sandwich) или это поверхностное покрытие?»
- «Если используется метод Sandwich, как вы обеспечиваете межслойную адгезию и контролируете «протекание» цвета?» [3]
- «Базовая пленка производится однослойной экструзией или многослойной коэкструзией?»
По валидации:
- «Как вы тестируете сдвиг цвета при растяжении на 30%?» (Критично для цветной PPF).
- «Есть ли у вас сравнительные данные по стойкости к растворителям для покрытых (coated) и коэкструдированных цветных пленок?»
Частые вопросы (FAQ)
В1: В чем главное отличие коэкструдированных и ламинированных структур PPF? О: Отличие в межслойном соединении. Коэкструзия соединяет материалы в расплаве, создавая термически связанную монолитную структуру. Ламинированные или покрытые конструкции опираются на клей или химическую адгезию между уже затвердевшими слоями. Поэтому ламинированные пленки чаще сталкиваются с расслоением и старением: интерфейс выступает физическим слабым местом [1].
В2: Почему цветной TPU‑PPF чаще выцветает или трескается по поверхности, чем прозрачная пленка? О: Обычно причина — выбранный маршрут производства. При «поверхностном окрашивании» (Маршрут B) цветной слой открыт. При растяжении он истончается неравномерно (побеление), а отсутствие толстого внешнего слоя TPU делает цвет уязвимым к растворителям и UV‑деградации. В коэкструдированных пленках пигмент защищен, потому что находится внутри матрицы TPU [3].
В3: Всегда ли «сэндвич»‑структура (TPU+Color+TPU) — лучший выбор для цветной пленки? О: Это вариант с наивысшим потенциалом для премиальных брендов: максимальная глубина, глянец и самовосстановление. Но он сложен в производстве и требует высокоточной линии, чтобы избежать «протекания» цвета и внутренних межслойных дефектов. Это лучший выбор только при доказанном контроле качества коэкструзии у производителя [3].
В4: Как именно microlayer‑технология улучшает свойства пленки? О: Дело не в том, чтобы просто «добавить слоев», а в контроле структуры. Исследования показывают, что microlayer‑коэкструзия помогает ориентировать добавки и наполнители внутри материала. Такая ориентация дает существенно более высокую прочность и лучшую деформационную способность по сравнению с обычным смешением — и обеспечивает повторяемое поведение от рулона к рулону [2].
Источники
- Kraiburg TPE. Процесс коэкструзии: эффективное объединение материалов. https://www.kraiburg-tpe.com/en/co-extrusion-process
- Royal Society of Chemistry. Композиты EG/TPU с повышенной огнестойкостью и улучшенными механическими свойствами, полученные с помощью microlayer‑коэкструзии. https://pubs.rsc.org/en/content/articlehtml/2019/ra/c9ra03653a
- KPAL Automotive. Плюсы и минусы методов производства цветного TPU‑PPF. https://www.kpalautomotive.com/Exhibition-news/pros-and-cons-of-color-tpu-ppf-manufacturing-methods







