Realitatea angrosistului: nu cumperi folie, cumperi predictibilitate
În lanțul B2B de distribuție en‑gross, cea mai scumpă linie nu este materia primă — ci incertitudinea. Când construiești un brand sau o rețea regională de distribuție, reputația ta depinde de consistență.
Fluctuațiile de lot (când rola A „se simte” diferit față de rola B) și defectele structurale (delaminare, decolorare sau reziduuri de adeziv) sunt rareori erori de instalare. Sunt caracteristici de fabricație, definite de modul în care a fost construit filmul. Pentru a reduce riscul, distribuitorii trebuie să privească dincolo de fișa tehnică și să înțeleagă structura membranei: cum sunt lipite straturile? cum sunt distribuiți pigmenții? filmul este coextrudat sau laminat?
Acest ghid traduce procesele de producție în logică practică de aprovizionare.
1. Principiul de bază: de ce coextrudarea depășește laminarea
Definirea diferenței
O concepție greșită frecventă este că „mai multe straturi” înseamnă doar o folie mai groasă. Factorul critic este stabilitatea interfeței dintre straturi.
Conform documentației tehnice Kraiburg TPE, procesul de coextrudare unește mai multe materiale în stare topită. Deși materialele vin din cilindri separați și rămân straturi distincte, ele se leagă termic chiar în timpul extrudării. Nu se amestecă, dar se leagă la nivel molecular înainte de răcire [1].
Pentru un angrosist PPF, această distincție este esențială. Dacă filmul se bazează pe un proces „post‑laminare” (lipirea straturilor după formare), interfața devine un punct slab. Sub căldură, UV și întindere mecanică pe termen lung, linia de adeziv este adesea prima care cedează, ducând la delaminare. Coextrudarea creează o structură monolitică, inherent mai stabilă și potrivită pentru producție consistentă la volum mare.
Știința „microlayer”
Producția avansată folosește acum coextrudare microlayer. În timp ce coextrudarea standard are 2–3 straturi, tehnologia microlayer poate crea zeci de straturi alternante în aceeași grosime.
Un studiu publicat de Royal Society of Chemistry (RSC) evidențiază un mecanism critic pentru performanța filmelor. Cercetarea a arătat că microlayer‑coextrudarea îmbunătățește semnificativ dispersia și orientarea aditivilor într-o matrice TPU. În testele lor, umpluturile nu au fost doar amestecate; forțele de forfecare din coextrudare le-au aliniat într-o structură foarte ordonată [2].
De ce contează pentru PPF: logica se aplică direct modului în care stabilizatorii UV și pigmenții se comportă în Paint Protection Film. Dispersia și orientarea mai bună înseamnă:
- Mai puține puncte slabe: aditivii sunt distribuiți uniform, reducând „zonele fierbinți” unde începe cedarea.
- Consistență mecanică: studiul RSC a raportat o creștere de 123% a rezistenței la tracțiune și de 85% a alungirii la rupere față de amestecarea tradițională [2]. Pentru distribuitor, asta înseamnă o „senzație” de instalare constantă și mai puține rupturi la întindere.
2. TPU colorat: ruta de proces definește profilul de risc
Piața PPF colorat crește, dar este și sursa celor mai multe reclamații de garanție. KPAL Automotive descrie mai multe rute de fabricație pentru filme colorate. A ști ce rută folosește fabrica ta este cea mai bună cale de a anticipa defecte potențiale [3].
Ruta A: Acoperire (TPU + strat de culoare PU)
- Procesul: o bază de TPU transparent este acoperită cu un strat de poliuretan colorat, apoi se aplică adezivul.
- Riscul: depinde mult de legătura chimică dintre acoperire și TPU. Dacă această legătură e slabă, filmul are rezistență scăzută la intemperii și risc de delaminare. Umiditatea ridicată și căldura UV accelerează degradarea stratului PU, ducând la decolorare sau pierdere de luciu.
- Verdict: risc ridicat pentru aplicații pe termen lung.
Ruta B: Colorare la suprafață (strat de culoare + TPU)
- Procesul: stratul de culoare este la exterior, adesea protejat de un topcoat transparent.
- Riscul: deși este eficient ca preț, metoda expune stratul de culoare celor mai dure condiții. Întinderea la instalare poate subția neuniform stratul, cauzând „albire” sau schimbări de nuanță. Iar când topcoat‑ul se uzează, solvenții și contaminanții atacă direct culoarea.
- Verdict: potrivită pentru linii economice, dar predispusă la reclamații din instalare.
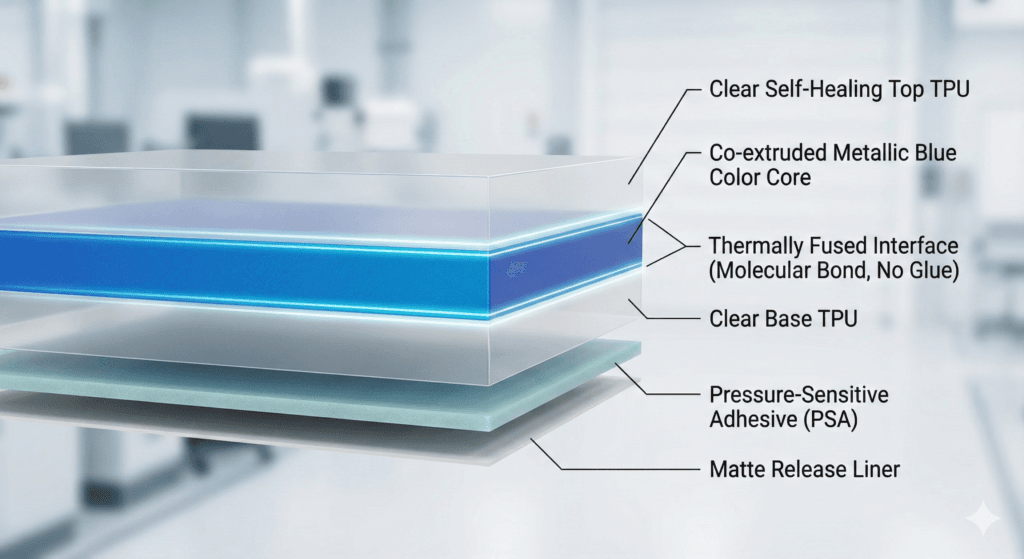
Ruta C: Structura „sandwich” (TPU + culoare + TPU)
- Procesul: o coextrudare multistrat în care pigmentul este încapsulat între straturi de TPU transparent.
- Avantajul: oferă aspect „vopsea originală”, cu luciu și profunzime. Pentru că culoarea este protejată în interior, rezistă mai bine la solvenți și abraziune.
- Riscul: cea mai dificilă metodă tehnic. Necesită control foarte precis pentru a preveni „scurgeri” de culoare sau separarea straturilor în faza topită.
- Verdict: alegerea premium. Dacă producătorul controlează bine coextrudarea, aceasta oferă cea mai bună durabilitate.
3. Implicații comerciale: transformă tehnologia în profit
Înțelegerea acestor structuri te ajută să iei decizii de business mai bune.
Costuri de garanție mai mici Dacă prioritizezi structuri coextrudate în locul celor laminate, elimini variabila „cedarea adezivului”. Delaminarea și reziduurile de adeziv sunt adesea simptome ale unei interfețe slabe. Un film coextrudat, lipit termic, este practic o singură piesă, reducând semnificativ aceste reclamații.
Preț justificabil Când un dealer întreabă de ce filmul tău costă mai mult decât al concurenței, ai o explicație tehnică. Nu vinzi doar „plastic lucios”; vinzi o structură coextrudată microlayer care asigură dispersie mai bună a aditivilor (protecție UV) și rezistență mecanică [2].
Segmentare clară a SKU‑urilor Folosește metoda de fabricație pentru a defini nivelurile de produs:
- Nivel de intrare: filme laminate sau colorate la suprafață (schimb estetic pe termen scurt).
- Vârf de gamă: filme coextrudate tip „sandwich” (protecție pe termen lung și finisaj ca vopseaua).
4. Checklist de verificare pentru angrosist
Când auditezi o fabrică sau testezi mostre noi, folosește aceste întrebări pentru a scoate la iveală capabilitățile reale ale furnizorului:
Despre structură & proces:
- „Pentru PPF-ul vostru colorat, stratul de culoare este coextrudat ca nucleu central (Sandwich) sau este o acoperire de suprafață?”
- „Dacă folosiți metoda Sandwich, cum gestionați aderența între straturi și scurgerile de culoare?” [3]
- „Filmul de bază este produs prin extrudare cu un singur strat sau prin coextrudare multistrat?”
Despre validare:
- „Cum testați schimbarea nuanței la o întindere de 30%?” (Critic pentru PPF colorat).
- „Aveți date comparative de rezistență la solvenți pentru filmele acoperite vs. cele coextrudate, colorate?”
Întrebări frecvente (FAQ)
Î1: Care este diferența principală dintre structurile PPF coextrudate și cele laminate? R: Diferența este la interfața de lipire. Coextrudarea unește materialele în stare topită, creând o structură monolitică lipită termic. Structurile laminate sau acoperite se bazează pe adezivi sau legături chimice între straturi deja solidificate. De aceea, filmele laminate au în general risc mai mare de delaminare și îmbătrânire, deoarece interfața este un punct slab fizic [1].
Î2: De ce PPF-ul din TPU colorat este mai predispus la decolorare sau fisurare de suprafață decât filmul transparent? R: De cele mai multe ori, cauza este ruta de fabricație. Dacă se folosește metoda de „colorare la suprafață” (Ruta B), stratul de culoare este expus. Întinderea la instalare poate subția neuniform pigmentul (albire), iar lipsa unui strat exterior gros de TPU lasă culoarea vulnerabilă la solvenți și degradare UV. Filmele coextrudate protejează pigmentul prin încorporarea lui în matricea TPU [3].
Î3: Este structura „sandwich” (TPU+Color+TPU) întotdeauna cea mai bună alegere pentru filmul colorat? R: Este opțiunea cu cel mai mare potențial pentru brandurile premium: profunzime, luciu și proprietăți de auto‑vindecare. Dar nu este ușor de produs: cere utilaje de înaltă precizie pentru a preveni „scurgerile” de culoare sau separarea internă a straturilor. Este alegerea superioară doar dacă producătorul are un control de calitate dovedit pentru coextrudare [3].
Î4: Cum îmbunătățește tehnologia „Microlayer” performanța filmului? R: Nu e vorba doar de „mai multe straturi”, ci de control structural. Cercetările arată că microlayer‑coextrudarea ajută la orientarea aditivilor și umpluturilor. Această orientare oferă rezistență la tracțiune mai mare și alungire mai bună decât materialele amestecate tradițional, asigurând un comportament constant de la rolă la rolă [2].
Referințe
- Kraiburg TPE. Procesul de coextrudare: combinarea eficientă a materialelor. https://www.kraiburg-tpe.com/en/co-extrusion-process
- Royal Society of Chemistry. Compozite EG/TPU cu ignifugare îmbunătățită și proprietăți mecanice superioare, obținute prin coextrudare microlayer. https://pubs.rsc.org/en/content/articlehtml/2019/ra/c9ra03653a
- KPAL Automotive. Avantaje și dezavantaje ale metodelor de fabricație pentru PPF din TPU colorat. https://www.kpalautomotive.com/Exhibition-news/pros-and-cons-of-color-tpu-ppf-manufacturing-methods






