A nagykereskedő valósága: nem fóliát veszel, hanem kiszámíthatóságot
A B2B nagykereskedelmi láncban a legdrágább tétel nem az alapanyag — hanem a bizonytalanság. Márkaépítésnél vagy regionális disztribúció kiépítésénél a reputációd a következetességen múlik.
A batch‑ingadozás (amikor az A tekercs „érzete” eltér a B tekercsétől) és a szerkezeti hibák (delamináció, fakulás, ragasztómaradvány) ritkán telepítési hibák. Ezek gyártási sajátosságok, amelyeket a fólia felépítése határoz meg. A kockázat csökkentéséhez a disztribútornak a műszaki adatlap mögé kell néznie, és értenie kell a membrán szerkezetét: hogyan kötnek a rétegek? hogyan oszlik el a pigment? koextrudált vagy laminált a fólia?
Ez az útmutató a gyártási folyamatokat gyakorlati beszerzési logikává fordítja le.
1. Alapelv: miért jobb a koextrudálás, mint a laminálás
Mi a különbség?
Gyakori tévhit, hogy a „több réteg” csak vastagabb fóliát jelent. A döntő tényező a rétegek közötti interfész stabilitása.
A Kraiburg TPE műszaki dokumentációja szerint a koextrudálás olvadt állapotban kapcsol össze több anyagot. Bár az anyagok külön hengerekből érkeznek és külön rétegek maradnak, az extrudálás során termikusan összekötnek. Nem keverednek, de a hűlés előtt molekuláris szinten kötnek [1].
Egy PPF nagykereskedőnek ez létfontosságú. Ha a fólia „utólagos laminálásra” (a rétegek ragasztására a kialakítás után) épül, az interfész lesz a gyenge pont. Hosszú távon hő, UV és mechanikai nyújtás alatt a ragasztóvonal gyakran az első, ami elenged — ebből lesz delamináció. A koextrudálás monolit szerkezetet ad, ami eleve stabilabb és jobban skálázható, következetes tömegtermelésre alkalmas.
A „microlayer” tudománya
A fejlett gyártás ma már microlayer koextrudálást használ. Míg a standard koextrudálás 2–3 réteget jelent, a microlayer technológia ugyanabban a vastagságban tucatnyi váltakozó réteget is létrehozhat.
A Royal Society of Chemistry (RSC) tanulmánya egy, a fóliateljesítmény szempontjából kritikus mechanizmust mutat be. A microlayer koextrudálás jelentősen javítja az adalékok diszpergálását és orientációját a TPU mátrixban. A vizsgálatokban a töltőanyagok nem csak „keveredtek”: a koextrudálás nyíróerői magas rendezettségű struktúrába igazították őket [2].
Miért számít ez a PPF-nél: a logika közvetlenül alkalmazható arra, hogyan viselkednek az UV‑stabilizátorok és pigmentek a Paint Protection Filmben. A jobb diszperzió és orientáció azt jelenti:
- Kevesebb gyenge pont: az adalékok egyenletesen oszlanak el, csökkentve a „hot spotokat”, ahol a hiba indul.
- Mechanikai következetesség: az RSC szerint a microlayer minták 123%-kal nagyobb szakítószilárdságot és 85%-kal nagyobb szakadási nyúlást mutattak a hagyományos keveréshez képest [2]. Nagykereskedőként ez kiszámíthatóbb install‑„érzetet” és kevesebb szakadást jelent nyújtás közben.
2. Színes TPU: a gyártási útvonal határozza meg a kockázati profilt
A színes PPF piaca nő, ugyanakkor innen jön a legtöbb garanciális igény is. A KPAL Automotive több gyártási útvonalat sorol fel a színes fóliákhoz. Ha tudod, melyiket használja a gyárad, sokkal jobban előre jelezheted a lehetséges hibákat [3].
A útvonal: bevonatolás (TPU + PU színréteg)
- Folyamat: egy átlátszó TPU alapra színes poliuretán réteget visznek fel, majd a ragasztót.
- Kockázat: erősen függ a bevonat és a TPU közötti kémiai tapadástól. Gyenge kötés esetén romlik az időjárásállóság és nő a delamináció esélye. A magas páratartalom és az UV‑hő gyorsíthatja a PU bevonat öregedését, fakulást vagy fényességvesztést okozva.
- Verdikt: magas kockázat hosszú távú felhasználásra.
B útvonal: felületi színezés (színréteg + TPU)
- Folyamat: a színréteg felül van, gyakran átlátszó fedőlakk (top coat) védi.
- Kockázat: költséghatékony, de a színréteget a legdurvább hatások érik. Telepítéskor a nyújtás egyenetlenül elvékonyíthatja a színréteget, „kifehéredést” vagy tónuseltolódást okozva. Ráadásul a top coat kopása után az oldószerek és a szennyeződések közvetlenül támadják a színt.
- Verdikt: belépő szintre jó, de gyakoriak lehetnek a beépítési panaszok.
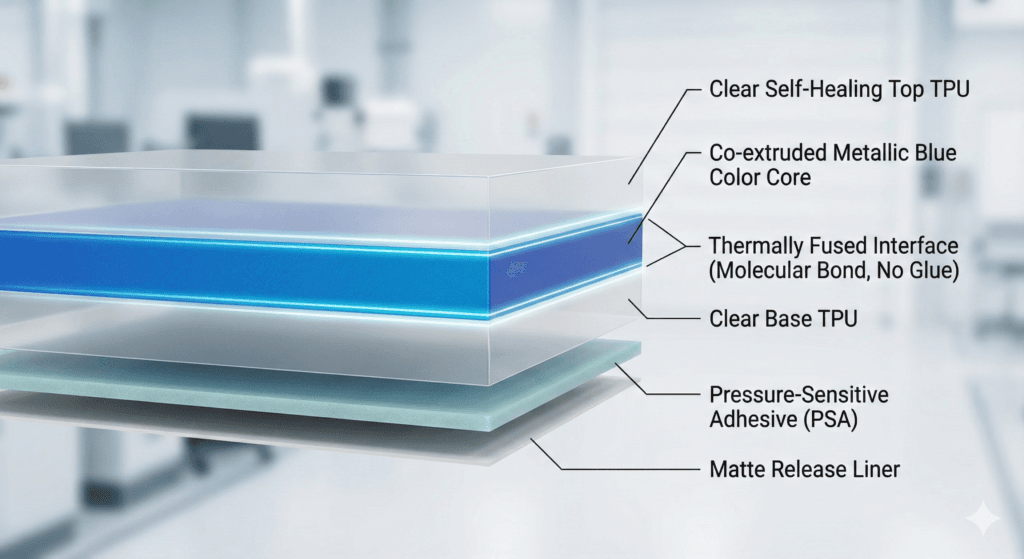
C útvonal: „szendvics” szerkezet (TPU + szín + TPU)
- Folyamat: többrétegű koextrudálás, ahol a pigmentet átlátszó TPU rétegek közé kapszulázzák.
- Előny: „gyári fényezés” hatás — nagy fényesség és mélység. Mivel a szín a szerkezeten belül védett, jobban ellenáll az oldószereknek és a kopásnak.
- Kockázat: a legnehezebb technológia. Nagyon precíz szabályozást igényel a „színkiszivárgás” vagy a rétegek szétválásának elkerüléséhez az olvadékfázisban.
- Verdikt: prémium választás. Ha a gyártó jól kontrollálja a koextrudálást, ez adja a legjobb élettartamot.
3. Üzleti következmények: technológiából profit
Ezeknek a szerkezeteknek a megértése okosabb üzleti döntésekhez vezet.
Alacsonyabb garanciaköltség Ha a laminált helyett koextrudált szerkezetet választasz, kiiktatod a „ragasztóhibát” mint változót. A delamináció és a ragasztómaradvány gyakran a gyenge interfész‑kötés tünete. A termikusan kötött koextrudált fólia egy darab, így ezek a garanciális esetek jelentősen csökkennek.
Megvédhető ár Ha a kereskedő megkérdezi, miért drágább a fóliád a versenytársnál, van technikai történeted. Nem „fényes műanyagot” adsz el, hanem microlayer koextrudált szerkezetet, amely jobb adalék‑diszperziót (UV védelem) és nagyobb szilárdságot ad [2].
Tiszta SKU‑szegmentáció A gyártási módszerrel definiáld a termékszinteket:
- Belépő szint: laminált vagy felületi színezésű fóliák (rövid távú esztétikai változtatás).
- Csúcsmodell: koextrudált „szendvics” fóliák (hosszú távú védelem és fényezés‑szerű felület).
4. Nagykereskedői ellenőrzőlista a beszállítóhoz
Gyárlátogatásnál vagy új minták tesztelésénél ezekkel a kérdésekkel tárhatod fel a beszállító valódi képességeit:
Szerkezet & folyamat:
- „A színes PPF-nél a színréteg koextrudált középmag (Sandwich), vagy felületi bevonat?”
- „Ha Sandwich módszert használtok, hogyan kezelitek a rétegek közötti tapadást és a színkiszivárgást?” [3]
- „Az alapfólia egyrétegű extrudálással készül, vagy többrétegű koextrudálással?”
Validálás:
- „Hogyan tesztelitek a színeltolódást 30% nyújtás mellett?” (Kritikus a színes PPF-nél).
- „Van összehasonlító adatotok az oldószerállóságról a bevonatolt vs. koextrudált színes fóliák esetén?”
Gyakori kérdések (GYIK)
K1: Mi a fő különbség a koextrudált és a laminált PPF szerkezetek között? V: A kötési interfész. A koextrudálás olvadt állapotban „összehegeszti” az anyagokat, termikusan kötött monolit szerkezetet hozva létre. A laminált vagy bevonatos szerkezetek ragasztóra vagy kémiai tapadásra támaszkodnak már megszilárdult rétegek között. Emiatt a laminált fóliáknál nagyobb a delamináció és az öregedés kockázata, mert az interfész fizikai gyenge pont [1].
K2: Miért hajlamosabb a színes TPU PPF a fakulásra vagy felületi repedezésre, mint az átlátszó fólia? V: Ez gyakran a gyártási útvonal következménye. Ha a gyár „felületi színezést” (B útvonal) használ, a színréteg ki van téve. Telepítéskor a nyújtás egyenetlenül vékonyíthatja a pigmentet („kifehéredés”), és vastag külső TPU réteg nélkül a szín sérülékenyebb oldószerekkel és UV‑degradációval szemben. A koextrudált fóliák a pigmentet úgy védik, hogy a TPU mátrixon belül helyezik el [3].
K3: A „szendvics” (TPU+Color+TPU) mindig a legjobb választás színes fóliához? V: Prémium márkáknál ez a „legmagasabb plafon”: a legjobb mélység, fényesség és önjavulás. Ugyanakkor nehéz gyártani, és nagy pontosságú gépet igényel a színkiszivárgás vagy a belső rétegszétválás elkerülésére. Csak akkor a legjobb, ha a gyártónál bizonyított a koextrudálás minőségkontrollja [3].
K4: Hogyan javítja a „Microlayer” technológia a fólia tulajdonságait? V: Nem csak több rétegről van szó, hanem szerkezeti kontrollról. A kutatások szerint a microlayer koextrudálás segíti az adalékok és töltőanyagok orientációját. Ez az orientáció lényegesen nagyobb szilárdságot és jobb nyúlást ad a hagyományos keveréshez képest, így a fólia tekercsről tekercsre következetesen viselkedik [2].
Hivatkozások
- Kraiburg TPE. A koextrudálási folyamat: anyagok hatékony kombinálása. https://www.kraiburg-tpe.com/en/co-extrusion-process
- Royal Society of Chemistry. EG/TPU kompozitok fokozott égésgátlással és jobb mechanikai tulajdonságokkal, microlayer koextrudálási technológiával előállítva. https://pubs.rsc.org/en/content/articlehtml/2019/ra/c9ra03653a
- KPAL Automotive. A színes TPU PPF gyártási módszerek előnyei és hátrányai. https://www.kpalautomotive.com/Exhibition-news/pros-and-cons-of-color-tpu-ppf-manufacturing-methods






