Realita velkoobchodníka: Nekupujete fólii, kupujete předvídatelnost
V dodavatelském řetězci B2B velkoobchodu není nejdražší položkou surovina, ale nejistota. Při budování značky nebo zakládání regionální distribuční sítě závisí vaše pověst na konzistenci.
Kolísání šarží (kdy je role A pocitově jiná než role B) a strukturální selhání (delaminace, blednutí nebo zbytky lepidla) jsou zřídkakdy chybami instalace. Jde o výrobní vlastnosti definované konstrukcí fólie. Ke zmírnění těchto rizik se distributoři musí podívat za hranice technických listů a pochopit strukturu membrány: Jak jsou vrstvy spojeny? Jak jsou distribuovány pigmenty? Je fólie koextrudovaná, nebo laminovaná?
Tento průvodce překládá technické výrobní procesy do praktické logiky pro nákup.
1. Hlavní princip: Proč koextruze překonává laminaci
Definování rozdílu
Častým omylem je, že „více vrstev“ jednoduše znamená silnější fólii. Kritickým faktorem je však stabilita rozhraní mezi těmito vrstvami.
Podle technické dokumentace od Kraiburg TPE zahrnuje proces koextruze spojování více materiálů v roztaveném stavu. Ačkoliv materiály pocházejí z oddělených válců a zůstávají jako samostatné vrstvy, jsou tepelně spojeny již během samotného procesu vytlačování. Nemísí se, ale před ochlazením se spojí na molekulární úrovni [1].
Pro velkoobchodníka s PPF je tento rozdíl zásadní. Pokud fólie spoléhá na proces „dodatečné laminace“ (lepení vrstev k sobě po jejich vytvoření), stává se rozhraní slabým místem. Při dlouhodobém působení tepla, UV záření a mechanickém namáhání je vrstva lepidla často tím prvním, co selže, což vede k delaminaci. Koextruze vytváří monolitickou strukturu, která je přirozeně stabilnější a vhodná pro velkoobjemovou a konzistentní výrobu.
Věda o „mikrovrstvách“
Pokročilá výroba nyní využívá mikrovrstvou koextruzi. Zatímco standardní koextruze může mít dvě nebo tři vrstvy, technologie mikrovrstev dokáže vytvořit desítky střídajících se vrstev v rámci stejné tloušťky.
Studie publikovaná Královskou chemickou společností (RSC) poukazuje na mechanismus, který je kritický pro vlastnosti fólie. Výzkum zjistil, že mikrovrstvá koextruze významně zlepšuje disperzi a orientaci aditiv v matrici TPU. Při jejich testování nebyla plniva pouze přimíchána; smykové síly koextruzního procesu je uspořádaly do vysoce organizované struktury [2].
Proč je to důležité pro PPF: Tato logika se přímo vztahuje na to, jak se v ochranné fólii laku chovají UV stabilizátory a pigmenty. Lepší disperze a uspořádání znamenají:
- Méně slabých míst: Aditiva jsou rozložena rovnoměrně, což snižuje výskyt „kritických míst“, kde začíná selhání materiálu.
- Mechanická konzistence: Studie RSC zaznamenala, že vzorky s mikrovrstvami vykazovaly o 123 % vyšší pevnost v tahu a o 85 % vyšší tažnost při přetržení ve srovnání s tradičním mícháním [2]. Pro distributora to znamená konzistentní „pocit“ při instalaci a menší trhání při natahování.
2. Barevné TPU: Výrobní postupy definují rizikový profil
Trh s barevnými PPF roste, ale je také zdrojem nejvyššího počtu reklamací. KPAL Automotive popisuje několik výrobních postupů pro barevné fólie. Pochopení toho, kterou cestu vaše továrna používá, je nejlepším způsobem, jak předvídat potenciální selhání [3].
Cesta A: Lakování (TPU + PU barevná vrstva)
- Proces: Čirý TPU základ je potažen barevnou polyuretanovou vrstvou, následovanou lepidlem.
- Riziko: Toto silně závisí na chemické vazbě mezi nátěrem a TPU. Pokud je tato vazba slabá, fólie trpí špatnou odolností vůči povětrnostním vlivům a potenciální delaminací. Vysoká vlhkost a UV záření mohou urychlit degradaci PU vrstvy, což vede k blednutí nebo ztrátě lesku.
- Verdikt: Vysoké riziko pro dlouhodobé aplikace.
Cesta B: Povrchové barvení (Barevná vrstva + TPU)
- Proces: Barevná vrstva je nahoře, často chráněna čirým lakem.
- Riziko: Ačkoliv je tato metoda nákladově efektivní, vystavuje barevnou vrstvu nejtvrdším podmínkám. Natahování fólie během instalace může nerovnoměrně ztenčit barevnou vrstvu, což způsobuje „bělení“ nebo barevné posuny. Navíc rozpouštědla a environmentální nečistoty napadají barvu přímo, jakmile se ochranný lak opotřebuje.
- Verdikt: Vhodné pro levné produktové řady, ale náchylné k reklamacím montáže.
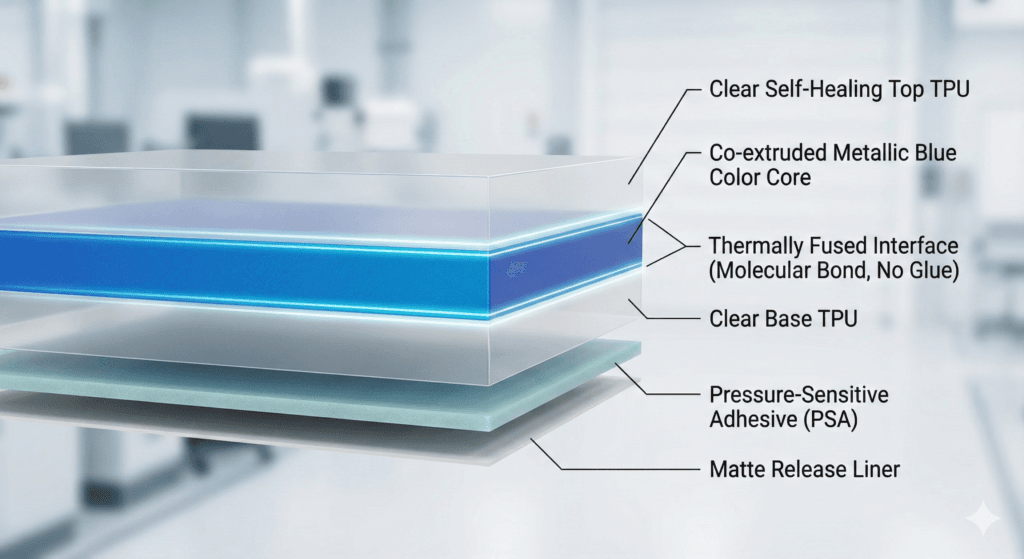
Cesta C: „Sendvičová“ struktura (TPU + Barva + TPU)
- Proces: Vícevrstvá koextruze, kde je barevný pigment zapouzdřen mezi čirými vrstvami TPU.
- Výhoda: Tímto se dosahuje vzhledu „originálního laku“ s vysokým leskem a hloubkou. Protože je barva chráněna uvnitř struktury, je izolována od rozpouštědel a oděru.
- Riziko: Toto je technicky nejobtížnější metoda. Vyžaduje přesnou kontrolu, aby se zabránilo „prosakování barvy“ nebo oddělování vrstev během fáze tavení.
- Verdikt: Prémiová volba. Pokud výrobce dobře ovládá koextruzi, nabízí toto řešení nejlepší životnost.
3. Obchodní důsledky: Přeměna technologie na zisk
Pochopení těchto struktur vám umožní činit chytřejší obchodní rozhodnutí.
Nižší náklady na reklamace Upřednostněním koextrudovaných struktur před laminovanými eliminujete proměnnou „selhání lepidla“. Delaminace a zbytky lepidla jsou často příznaky špatného spojení rozhraní. Tepelně spojená koextrudovaná fólie je konstrukčně jeden kus, což drasticky snižuje tyto specifické reklamace.
Obhajitelná cenotvorba Když se prodejce zeptá, proč vaše fólie stojí více než u konkurence, máte technický příběh. Neprodáváte jen „lesklý plast“; prodáváte mikrovrstvou koextrudovanou strukturu, která zajišťuje lepší rozptýlení aditiv (UV ochrana) a mechanickou pevnost [2].
Jasná segmentace SKU Použijte výrobní metody k definování úrovní vašich produktů:
- Základní úroveň: Laminované nebo povrchově barvené fólie (krátkodobá estetická změna).
- Vlajková loď: Koextrudované „sendvičové“ fólie (dlouhodobá ochrana a povrch jako lak).
4. Kontrolní seznam pro prověřování dodavatelů
Při auditu továrny nebo testování nových vzorků použijte tyto otázky k odhalení skutečných schopností dodavatele:
Ke struktuře a procesu:
- „Je u vašeho barevného PPF barevná vrstva koextrudovaná jako centrální jádro (sendvič), nebo se jedná o povrchový nátěr?“
- „Pokud používáte sendvičovou metodu, jak řešíte přilnavost mezi vrstvami a prosakování barvy?“ [3]
- „Je základní fólie vyráběna jednovrstvým vytlačováním nebo vícevrstvou koextruzí?“
K validaci:
- „Jak testujete posun barvy při 30% natažení?“ (Kritické pro barevné PPF).
- „Máte srovnávací data o odolnosti vůči rozpouštědlům pro vaše lakované vs. koextrudované barevné fólie?“
Často kladené otázky (FAQ)
Otázka 1: Jaký je hlavní rozdíl mezi koextrudovanými a laminovanými strukturami PPF? Odpověď: Rozdíl spočívá ve spojovacím rozhraní. Koextruze spojuje materiály, zatímco jsou v roztaveném stavu, čímž vytváří tepelně spojenou monolitickou strukturu. Laminované nebo povlakované struktury spoléhají na lepidla nebo chemické vazby pro spojení vrstev, které již ztuhly. V důsledku toho čelí laminované fólie obecně vyššímu riziku delaminace a stárnutí, protože spojovací rozhraní funguje jako fyzické slabé místo [1].
Otázka 2: Proč je barevné TPU PPF náchylnější k blednutí nebo povrchovému praskání než čirá fólie? Odpověď: Často jde o příznak zvoleného výrobního postupu. Pokud továrna používá metodu „povrchového nátěru“ (Cesta B), je barevná vrstva obnažena. Natahování fólie během instalace může nerovnoměrně ztenčit pigment (bělení) a absence silné vnější vrstvy TPU ponechává barvu zranitelnou vůči rozpouštědlům a degradaci UV zářením. Koextrudované fólie chrání pigment jeho zapouzdřením do matrice TPU [3].
Otázka 3: Je „sendvičová“ struktura (TPU+Barva+TPU) vždy nejlepší volbou pro barevnou fólii? Odpověď: Je to varianta s „nejvyšším potenciálem“ pro prémiové značky, protože nabízí nejlepší hloubku, lesk a samohojivé vlastnosti. Není však nejsnazší na výrobu. Vyžaduje vysoce přesné stroje, aby se zabránilo „prosakování barvy“ nebo vnitřnímu oddělování vrstev. Je to nadřazená volba pouze v případě, že má výrobce ověřený proces kontroly kvality pro koextruzi [3].
Otázka 4: Jak technologie „mikrovrstev“ skutečně zlepšuje výkon fólie? Odpověď: Nejde jen o vrstvení více vrstev; jde o strukturální kontrolu. Výzkum ukazuje, že proces mikrovrstvé koextruze pomáhá uspořádat vnitřní strukturu aditiv a plniv (orientace). Toto uspořádání vede k výrazně vyšší pevnosti v tahu a lepší tažnosti ve srovnání se standardními míchanými materiály, což zajišťuje konzistentní chování fólie v každé roli [2].
Reference
- Kraiburg TPE. Proces koextruze: Efektivní kombinování materiálů. [https://www.kraiburg-tpe.com/en/co-extrusion-process](https://www.kraiburg-tpe.com/en/co-extrusion-process)
- Královská chemická společnost (RSC). EG/TPU kompozity se zvýšenou nehořlavostí a mechanickými vlastnostmi připravené technologií mikrovrstvé koextruze. [https://pubs.rsc.org/en/content/articlehtml/2019/ra/c9ra03653a](https://pubs.rsc.org/en/content/articlehtml/2019/ra/c9ra03653a)
- KPAL Automotive. Výhody a nevýhody výrobních metod barevného TPU PPF. [https://www.kpalautomotive.com/Exhibition-news/pros-and-cons-of-color-tpu-ppf-manufacturing-methods](https://www.kpalautomotive.com/Exhibition-news/pros-and-cons-of-color-tpu-ppf-manufacturing-methods)






